
Non-Conformance in SAP Manufacturing Execution (SAP ME 15.2)

SAP Manufacturing Execution NC Loggings Against Failed or Defective Parts or Assemblies
What happens when a product being produced on the shop floor is experiencing some sort of quality issue or product defect? How would we classify these issues & defects with NC Codes? Where does the product go after failing certain defects?
For Instance, what happens to a product on the shop floor if it has a part that isn’t soldered enough? What happens when a component on the assembly needs to be replaced?
SAP ME Non-Conformance Logging is used for any SFC Codes on the Shop Floor that do not meet product quality definition. These failed or defective materials can be logged at any operation in a routing. A specific NC Code could disposition an SFC from routing to the appropriate repair operation & work center for fixing.
Two types of NC Codes & Three types of NC Code Categories in SAP ME:
Primary NC Code: failure
– A primary NC Code is always a failure code & can have an incident # attached to it.
Secondary NC Code: defect or repair
– A secondary NC Code is either a defect code or a repair codes & is attached to the same incident # as its primary NC Code.
NC Code Categories in SAP ME:
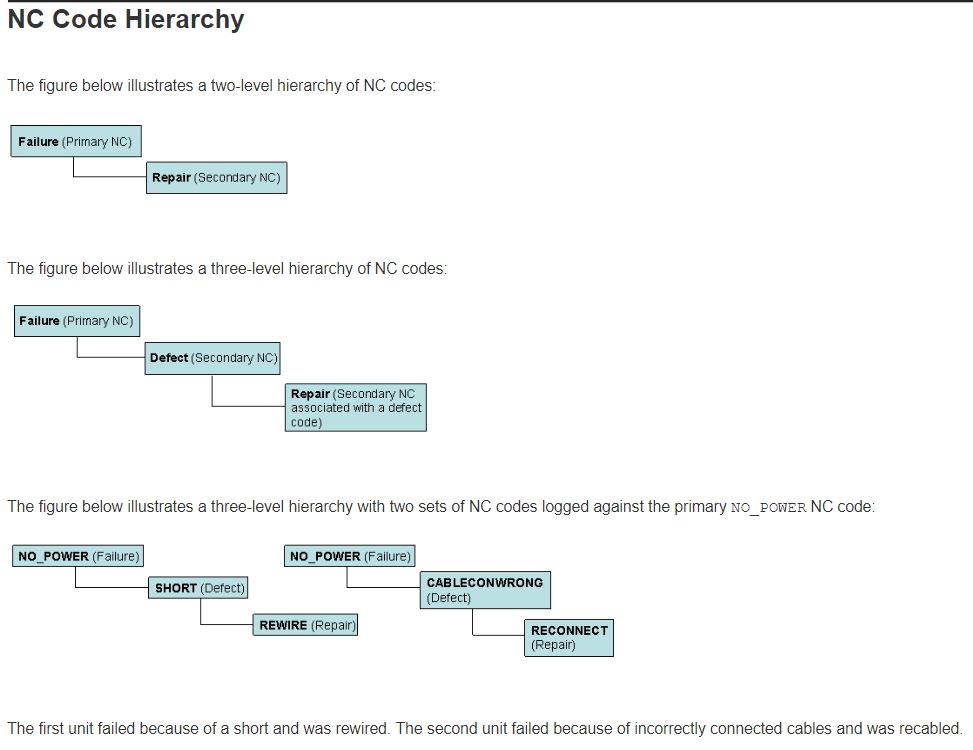
NC Code Hierarchy:
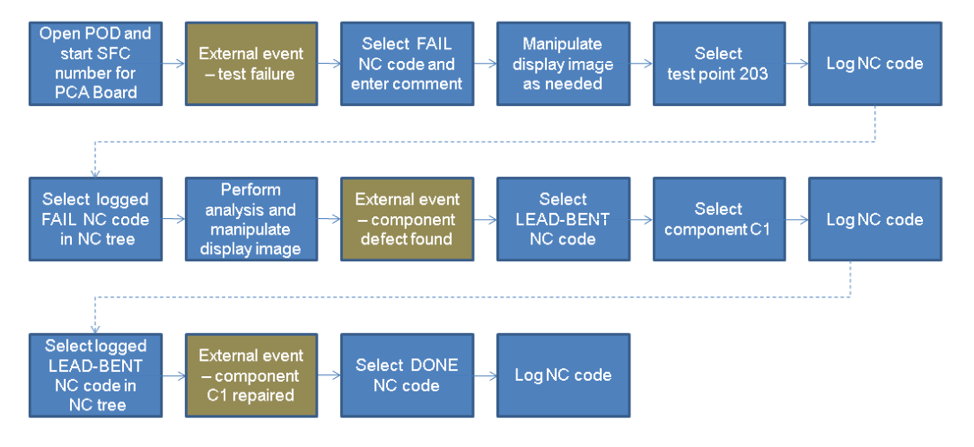
Example: Test Failure, Analysis, and Repair of a PCA board.
Imagine a PCA board for a small electronic device is being produced on a Shop Floor. In one of the PCA boards operation in its routing, an operator finds a test failure for the Board. This failure is analyzed & the causes are logged as a defect through SAP ME’s NC Logging. The defective board will then be dispositioned appropriately to fix its defect. The operator is then able to log a primary NC code against the board that failed its test. During NC Log Entry, operator can also enter out-of-box & custom parameters specific to any industry or operation, including a comments section. In our example of the PCA Board, the operator would write an NC Log comment Entry “Test P358 failed with failure code F1-22.”
After identifying the failure, the operator would want to log a secondary NC to the primary NC. Upon inspection, the operator finds that the component has a bent lead that is not making contact. The operator would log the NC Code under an NC Group ‘COMPONENT NC’ & under ‘LEAD-BENT NC’ code in NC Log Entry. In the NC Log Entry, the operator could also enter a reference designator & component to specify exactly which location the board & which component (From Dropdown list) is experiencing the fault. Operators can also log primary NC Codes quickly with Scanners using the ‘Fast Barcode Interface’ (FBI) in SAP ME.
After a defective component has been removed, repaired & re-installed on the board. The Operator would browse for ‘LEAD-BENT NC’ code in SAP ME’s NC tree in the POD & select a repair NC group & repair NC code to log against the SFC (a code to re-solder the connection, or to replace the lead-bent part). Once the defect is completely repaired, the operator would close the NC.
SAP ME also provides extensive reports to give insights to Non-Conformances. Each primary NC logged will produce an incident number to associate it to all of it’s corresponding secondary NC’s (defect &/or repair NC’s). This helps to trace & organize Non-Conformance Codes by linking them to their primary NC codes incident number.
Below are SAP ME’s NC Reports:
- NC Log Report
- NC Summary by Material report
- NC Summary by NC Code report
- Open NC Summary Report
- Repair Loop Report
Combined with SAP ME Nonconformance, SAP ME also offers Calculations for Defect Per Million Opportunities [IPC-9261 standard for printed board assembly manufacturing]. SAP ME’s Non-Conformance & DPMO calculations provide feedback at inspection and test to the appropriate root cause operation. These features give operators, supervisors & managers gain better insight on product non-conformances that occur on the Shop Floor.
Amar Kathi
Principal Solutions Architect




